
Frezowanie w obróbce skrawaniem nazywa się wtedy kiedy narzędzie wykonuję ruch obrotowy i posuwowy a materiał jest nieruchomy.
Jakie narzędzia mamy do dyspozycji przy frezowaniu
Pod względem budowy mamy do wyboru:
- frezy do metalu HSS, VHM jednolite,
- frezy składane na płytkę wymienną.
Frezy do metalu jednolite to narzędzi, które mogą być wykonane ze stali szybkotnącej o oznaczeniu HSS ( z angielskiego High speed steel ), ze stali szybkotnącej kobaltowej HSSE z dodatkiem najczęściej 5% kobaltu oraz z węglików spiekany VHM ( spiek z metali trudnotopliwych ).
Frezy palcowe do metalu HSS są najczęściej wybieranymi narzędziami ze względu na swoją cenę oraz uniwersalność zastosowania. Stal szybkotnąca posiada twardość 62 HRC co pozwala na obróbkę materiałów do twardości 35 HRC. Takimi frezami możemy frezować w materiałach jak stal, staliwo, stal konstrukcyjna.
Jeśli natomiast mamy większe wymagania wobec frezów możemy wybrać frezy palcowe kobaltowe HSSE Inox, które mogą być stosowane jak powyższe frezy do metalu, stali, staliwa ale i do stali nierdzewnej oraz żeliwa. Zawartość kobaltu w stali HSSE zwiększa jego twardość z 62 HRC do 64 HRC oraz zwiększa odporność na ścieranie oraz na wysokie temperatury.
Właściwości frezów węglikowych VHM w obróbce skrawaniem
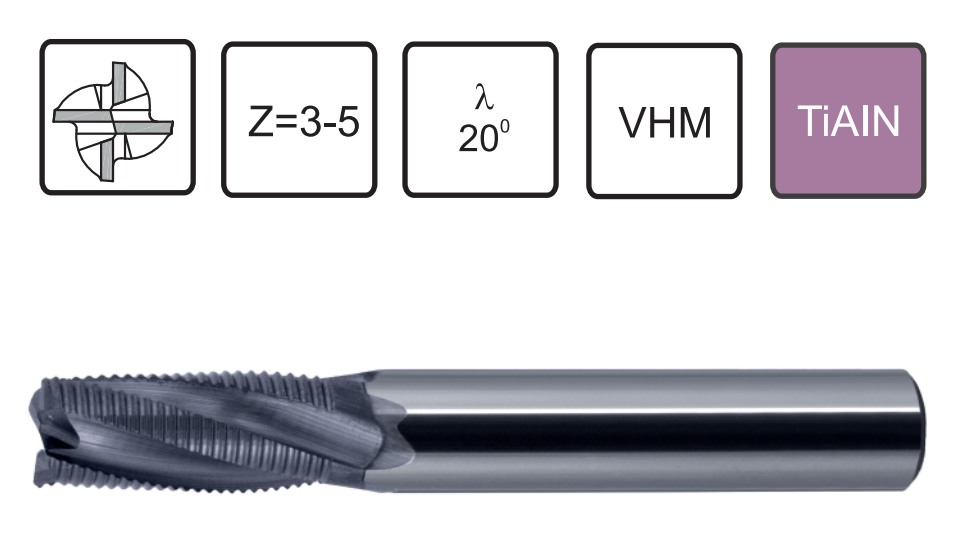
Najwyższej klasy frezami są frezy węglikowe palcowe VHM z węglików spiekanym. Są to narzędzia monolityczne posiadające twardości 1500-1700 HV, odporne na wysokie temperatury oraz na ścieranie. Mogą być stosowane w obróbce średnio zgrubnej, dokładnej i wykańczającej. Minusem ich jest fakt, że wymagają one stosowania w obrabiarkach precyzyjnych, posiadających nie większe bicie osiowe jak 0,01-0,03 mm mierząc już na końcu ostrza narzędzia. Sprawia to, że możemy je stosować wyłącznie w maszynach sterowanym numerycznie CNC ( z ang. computer numerical control ) we frezarkach ale i tokarkach. Frezy te możemy stosować z powodzeniem w metalu, stali, stali nierdzewnej oraz żeliwie do maksymalnej twardości 45 HRC. Frezy te w standardzie posiadają powłokę na swojej powierzchni ostrz w celu zwiększenia wydajności, żywotności narzędzia ale i także poprawy powierzchni obrabianej. Najczęściej stosowaną powłoką jest TiAlN posiadające mikro twardość na poziomie HV 0,05=3,400 , max. temperatura pracy 900 stopni Celsjusza. Powłoka dodatkowo zabezpiecza ostrza freza przed powstawaniem zjawiska narostu na ostrzach freza. Samo zjawisko narostu na ostrzu jest dość niekorzystnym zjawiskiem ponieważ narost nachodząc na ostrze zmienia jego geometrię przez co zwiększa opory skrawania, pogarsza jakość powierzchni skrawanej. Po narośnięciu odpowiedniej ilości materiału na ostrzu odpada od narzędzia i ostrze freza ponownie skrawa bezpośrednio materiał przez co zmienia chropowatość powierzchni skrawanej.
Frezy składane w na wymienne płytki widiowe

Bardzo dobrym wyborem w obróbce skrawaniem i bardzo wydajnym są frezy na płytki wymienne. Taki frez składa się z oprawki oraz z ostrza skrawającego, mocowanego śrubą do takiego narzędzia. Ze względu na to, że jedyną częścią jaką się zużywa jest płytka frezarska, która najczęściej posiada dwa lub więcej ostrzy skrawających jest to bardzo tanie rozwiązanie na frezowanie zgrubne oraz średnio dokładne kieszenie, wybrać wszelkiego rodzaju. Frezy takie możemy stosować zarówno we frezarkach numerycznych jak i konwencjonalnych, nie wymagają od maszyny bardzo dużej sztywności ( choć jest mile widziana i dobrze wpływa na trwałość płytek skrawających). Płytka frezarska jest wykonana podobnie jak frezy węglikowe z węglika spiekanego, który nie podlega ostrzeniu co powoduję, że nie musi mieć on świetne parametry w samym środku a jedynie na warstwie zewnętrznej.